
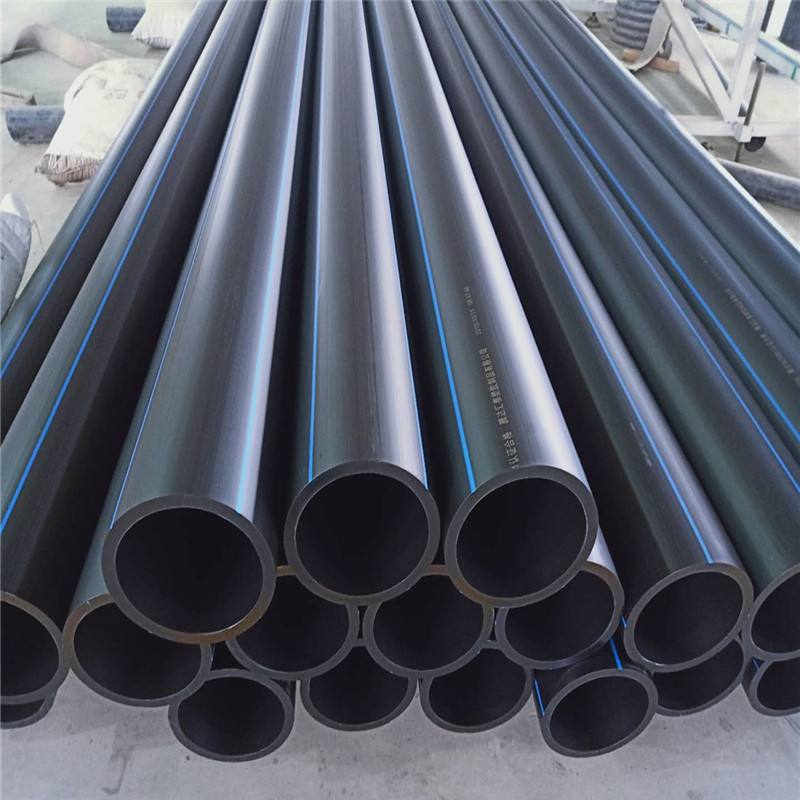
钢丝网骨架塑料复合管,以其的材质与先进的出产工艺水平,使之具有更高的耐压功用。别的,在兼顾强度的一起又具有杰出的柔性,适用于长距离埋地用供水、输气管道系统。它是经过热熔胶复合连续挤出成型的新型环保管材,既保留了钢管的稳定性的长处,又保留了塑料管卫生功用以及技能牢靠、运用寿命长等特点。
01.焊 接 注 意 事 项
运用过程中如需切开,则**运用PE热熔胶枪对端口进行防渗密封处理。通电前应校直接头处的轴线,使其与管道在同一轴线上。通电前还应检查导线衔接是否正确,导线截面积和电容量是否契合电熔焊机的有关要求。在熔接及冷却过程中,不得移动、转动接头的部位及两边的管道。焊接前应检查管件接头的铜件是否干净,确保无污渍。焊接过程中若有冒烟喷料现象应立即封闭电源。当天安装好的管材件未焊接的,晚上**做好防护办法,防止夜间下雨(露水)浸入管材件,特别注意施工人员鄙人雨天制止施工操作。
02.焊 接 过 程 及 步 骤
**步准备工具
焊接钢丝网骨架复合管所需工具:电熔焊机、PE热熔焊枪、切开机、磨光机、卷尺、榔头、平板刮刀、记号笔、砂纸、毛巾。
**步管材切开
客户可依据实践要求,可选用切开机进行切管,切开端面应平坦,且应与管道轴线垂直,禁止用明火烧割。运用磨光机对端口进行磨平处理,确保端口平坦度,然后运用PE热熔胶枪对端口进行防渗密封处理。检查端口是否密封均匀,确保无铜丝显露状况。
第三步符号长度
丈量管件承口深度,在管材插口端相应长度做上符号。
第四步刮除表皮
用平板刮刀(制止运用磨光机)将管材外表氧化层刮除,刮削时应沿管材端部整个外圆周进行刮皮,用砂纸将电熔管件承口端外表打磨去除氧化层(刮除氧化层0.1-0.2mm即可)。
第五步清洁管材
用干毛巾(禁止运用湿毛巾)将管材件刮氧化层时所残留的碎屑擦干净,防止因杂质因素影响焊接质量,并坚持衔接面不受潮。
第六步刺进管件
按以上步骤处理好管材件后,用榔头将管件敲入管材符号处;(配套较紧时应慢慢敲到底)。
第七步设置焊机参数、通电熔接
悉数配套好后,严厉依照电熔管件上的参数要求,输入焊接参数(恒压焊接或恒流焊接)运用我司电熔管件宜运用恒压焊接(例如某一管件工艺参数应显现为:焊接电压39.5V,焊接时刻140秒)【详细焊机参数设置请查看管件外侧白色条码】,检查无误后将电熔焊机铜电极刺进电熔管件(**确保管材件焊接时无晃动、掉落)。
第八步衔接完结
抵达焊接时刻后,依据工艺条码冷却时刻要求进行天然冷却,在熔接及
冷却过程中,不得移动、转动接头的部位及两边的管道。
03.焊接原理
【焊接工艺的确定都是在一定环境、温度、条件下设定,在不同环境温度下,因依据实践状况,适当调整参数。运用我司电熔管件宜运用恒压焊接。】恒压焊接时:焊接时需注意电熔焊机控制面板电流变化,从开始焊接到焊接完结电流值会慢慢变小。
原理:焊机在恒压焊接时,电压为恒定值,铜丝在熔融加热过程中电阻变大,电流必定变小。
特别状况下如在焊接过程中发现“电流忽然变大(不降反增)”,**立刻封闭电源,进行检查,防止呈现喷料及冒烟现象,而形成过焊、虚焊。由于此时电熔管件里铜丝(电阻丝)立刻并联在一起(串丝),电阻减小故电流忽然增大。
04.特别提醒
钢丝网骨架复合管焊接前需要对管材件进行检查,发现问题管材件需及时更换。现就我公司钢丝网骨架电熔管件焊接的注意事项有如下几点:
1.焊接模式
我公司一切规格电熔管件均设有恒压焊接工艺,请优先选用恒压焊接模式。
2.焊机挑选
主张优先选用契合国标GB/T20674.2-2006要求的电熔焊机,且电熔焊机以输出交流电为宜。(其中管材口径dn315(含)以下运用3.5kw焊机,dn315口径以上运用7.5kw焊机)
3.焊机的检修施工前,主张焊机进行检修,重点检修以下内容:
(1)焊机输出电压是否稳定在设定值的±0.5V范围内。
(2)输出电压是直流电仍是交流电。
(3)焊机插头是否完好、清洁,内径尺度与管件铜电极是否匹配(我公司电熔管件铜电极外径一概为4.0mm)。
(4)焊机是否具有主动温度补偿功用,若没有,需要教会施工人员依据环境温度调节实践焊接时刻,我公司电熔管件焊接时刻以环境温度20℃为标准,环境温度每添加10℃,对应的焊接时刻需减小4%,环境温度每低10℃,对应的焊接时刻需添加4%。
(5)焊机应具有欠压、过压、欠流、过流等自我维护功用,在呈现任何毛病时,应能主动报警。
(6)焊机应具有主动条码扫描功用,并优先选用管件贴的条码进行扫描焊接,防止人为输入失误形成焊接失败。
(7)焊机导线、插头等金属件是否存在暴露部位,防止人身***隐患。
4.电源挑选
(1)优先挑选固定式电源,选用两相电时,电源电压宜在180V-240V之间,不同焊机厂家有不同要求。
(2若需选用发电机电源时,发电机功率应>2倍焊机功率。
(3)电源线长度宜≤20米,线粗应≥3平方。
05.注意事项
【防渗密封处理】
依据我国工程建造标准化协会标准出具的《C E C S 1 8 1:2 0 0 5给水钢丝网骨架塑料(聚乙烯)复合管管道工程技能规程》5.3.5规定:“管道的电熔衔接应契合下列要求:对无外表镀层的端面暴露的钢丝,应进行防渗密封处理。”若未进行处理,可能呈现外层破口或鼓包现象,形成端面"窜水"。
【管材件禁止带水操作】
常见带水违规操作如下几点:
1、运用湿毛巾擦洗管材、件外表脏污、杂质等,后在配套运用中残留水份的状况;
2、冒雨进行管材、件配套衔接未做防护的状况;
3、施工环境形成有水溅射至管材、件外表未及时擦干的状况。
发生结果:管材、件带水焊接后在试验过程中极易呈现虚焊脱开的状况,观察管材、件焊接面发现存在气孔痕迹,因水份在焊接加热过程中变水蒸气,导致焊接面存在气压,严重影响焊接质量!
【管材氧化层刮除不标准】
常见违规操作如下几点:
1、 管 材 表 面 氧 化 层 未 刮 除 的 情 况 ;
2、 使 用 磨 光 机 进 行 刮 除 的 情 况 。
发生结果:
管材出产下线后因受到空气氧化作用影响,外表会变得“润滑”(呈现氧化层),经试验验证及结合施工状况,氧化层直接对管材、件焊接面形成虚焊影响,运用磨光机进行打磨时,与管材快速冲突发生热量,极易形成二次氧化。
【管材、件未能承插到位】
常见违规操作如下几点:
1、管材、件未能承插到指定方位的状况;
2、管材、件未能同心圆承插,存在歪歪扭扭的状况。
发生结果:
1、管材、件承插不到位,导致焊接过程中铜丝空烧或熔融料挤出、喷料等状况,严重影响焊接质量;
2、管材件承插时未同心圆承插,导致焊接过程中熔融料往受力点反方向挤压,导致该方位熔融料缺乏严重影响粘接。


